-

河北铭堃橡塑制品有限公司
主营:注塑加工,模具制造,橡胶加工 - 13253260631

河北铭堃橡塑制品有限公司
主营:注塑加工,模具制造,橡胶加工 5
5
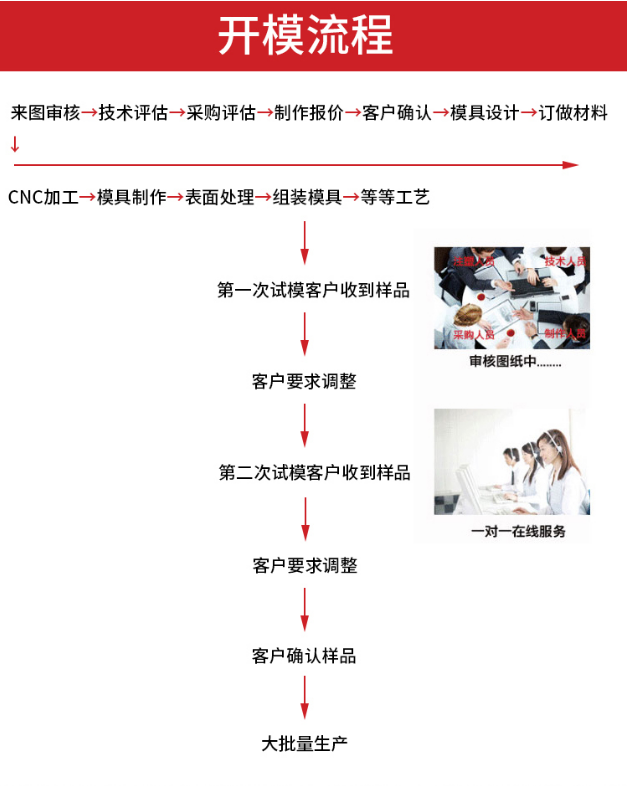
优质注塑工艺,先进的注塑设备 1、型腔及型芯呈立体型面。 塑件的外部和内部形状是由型腔和型芯直接成型的,这些复杂的立体型面加工难度比较大,特别是型腔的盲孔型内成型表面加工,创新的加工方法,工人技术水平高、辅助工夹具多,而且加工的迅速。 2、精度和表面质量要求高,使用寿命要求长。 目**般塑件的尺寸精度要求为IT6-7,表面粗糙度Ra0.0.1μm,相应的注塑模具零件的尺寸精度要求达到IT5-6,表面粗糙度Ra0.1μm以下。激光盘记录面的粗糙度要达到镜面加工的水平的0.00.01μm这就要求模具的表面粗糙度达到0.01μm以下。 **命注塑模具对于提高高效率和降低成本是很必要的,目前注塑模具的使用寿命一般要求100万次以上。精密注塑模要用刚度大的模架,增加模板的厚度,增加支承柱或锥形定位元件以防止模具受压力后产生变形,有时内压可以达到100MPa。 **出装置是影响制品变形和尺寸精度的重要因素,因此应该选择较佳的**出点,以使各处脱模均匀。高精度注塑模具在结构上多数采用镶拼或全拼结构,这要求模具零部件的加工精度、互换性均大为提高。 3、工艺流程短,制造时间快。 对于注塑件而言,大多是与其它零部件配套组成完整的产品,而且在很多的情况下都是在其它部件已经完成,急切等待注塑件的配套上市。因为对制品的形状或尺寸精度要求很高,加之由于树脂材料的特性各异,模具制造完成后,还需要反复地试模与修正。 4、专业分工,动态组合。 模具生产批量小,一般属于单件的生产,但是模具需要很多的标准件,大到模架,小到顶针,独立厂房单独完成,普通设备和数控设备使用均衡。